TM 9-4520-251-14
6-5
CRANKCASE COVER AND CYLINDER ASSEMBLY (CONT)
Location/Item
Action
Remarks
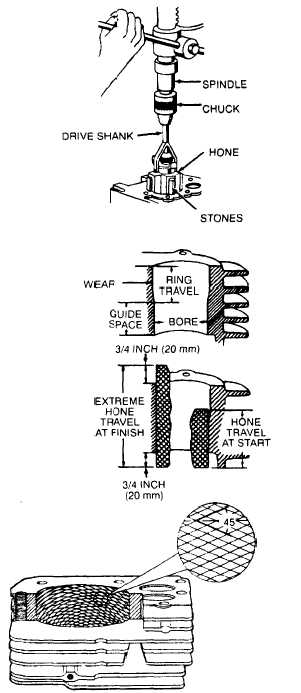
drive shank in chuck of drill press. Slip hone
into bore. Connect drive shank to hone and
set stop on drill press so hone can extend
only 3/4 to 1 inch (20 to 25 mm) from
top or bottom of bore in cylinder assembly.
NOTE
Honing can be done with portable electric drill. Set
honing plate on liberally oiled floor. Cut a wood
block and place inside of bore of cylinder assembly
as a stop for hone.
5. Honing
Tighten adjusting knob of hone with finger
or small screwdriver until stones fit snugly
against wall of bore. DO NOT FORCE.
Lubricate hone as recommended by manu-
facturer and operate at 300 to 700 rpm. As
hone spins, move up and down at lower end
of cylinder bore as illustrated. Cylinder is
not worn at bottom and will guide hone to
straighten bore. As bottom of hone in cyl-
inder assembly (4) increases in diameter,
gradually increase length of strokes until
hone travels full length of bore. Do not ex-
tend hone more than 3/4 to 1 inch (20 to
25 mm) at either end of bore. As cutting
tension decreases, stop hone and tighten
adjusting knob. Check size of cylinder bore
frequently, Hone about 0.0005 inch (0.0127 mm)
larger to allow for shrinkage when cylinder cools.
Wall of finished, resized
bore in cylinder assembly (4)
should have a crosshatch
appearance as illustrated.
Rapid movement of hone
during last few strokes
will produce this finish.
Crosshatching allows
proper lubrication and
ring breakin.
6. Cylinder bore
wall check
6-12